av Arthur vom Hofe, CPM Europa, Nederländerna
Hammarkvarnar används ofta för att mala ett brett spektrum av använda material
vid produktion av vattenbruksfoder. Den här artikeln är för personer som alltid velat veta mer om en hammarkvarn, men också speciellt för dem
som inte är så intresserade eftersom de redan har en hammarkvarn som går bra... redan i tjugo år.
Eller även de som ska köpa en maskin och tycker att inköpspriset är nyckeln. Faktum är att en hammarkvarn kan använda>50 gånger sitt inköpspris under sin livstid i energi, bevisar att energieffektivitet alltså är den avgörande faktorn vid val av hammarkvarn.
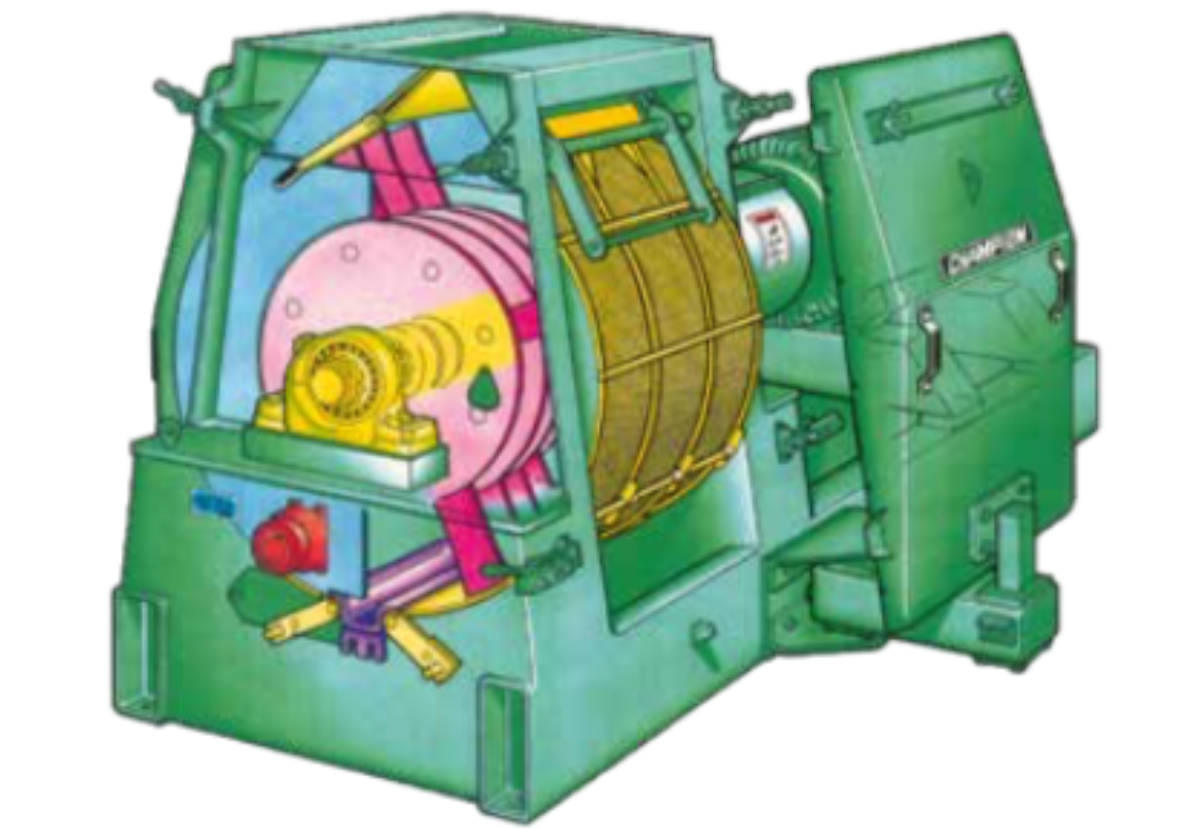
Låt oss ta en närmare titt på vad som verkligen händer i en hammarkvarn. En hammarkvarn består av en snabbt roterande rotor med svängande härdade hammare. Produkten som kommer in i malkammaren reduceras i partikelstorlek genom påverkan av de roterande hamrarna. partiklar lämnar kammaren genom en skärm med små hål.
Slipkammarens form
Väl förståeligt är att hastighetsskillnaden mellan produkten och hammaren bestämmer effekten, som krävs för att minska partikelstorleken hos den inkommande produkten. En droppformad hammarkvarnkammare kommer att bibehålla hastighetsskillnaden bättre än traditionella cirkulära kammare. Detta på grund av att produktens rotation i kammaren som inte försvann efter den första träffen effektivt reduceras.
En av de senaste innovationerna är de specialdesignade finslipade skären. Dessa är nötningsbeständiga slagstänger som följer en del av hamrarnas rotation för att öka slipytan. De är installerade i de övre hörnen av hammarkvarnen
slipkammare och är utbytbara. Det finslipade skärsystemet förbättrar den totala finheten i slipningen och effektiviteten. Det möjliggör också en större skärmhålstorlek för att uppnå önskad produkt, och hjälper till att uppnå en ökad skärmlivslängd.
Spetshastighet (och förhållande skärmhålets diameter)
Beroende på applikation, en idealisk spetshastighet kan väljas. För effektivare finslipning, fibermaterial vid
en hög spetshastighet bör väljas, medan kursslipning och sköra produkter kräver en lägre spetshastighet. Spetshastigheten är helt enkelt en faktor av valsdiameter och motorvarvtal; så för finmalning är kvarnen med större diameter den mest effektiva.
Med en högre spetshastighet (hammarkvarn med större diameter) kan en finare slipning uppnås vid en viss silhålstorlek jämfört med lägre spetshastigheter (hammarkvarnar med mindre diameter). Det är inte svårt att föreställa sig fördelarna med att slipa med hål med större diameter mot energiförbrukning och skärmslitage (driftskostnader).
Skärmyta (relationskapacitet och motoreffekt)
Hela idén med effektiv finslipning är att partikelstorleksminskningen görs av hamrarnas slag. Med en större siktyta försvinner produkten mer effektivt från malningskammaren. Mindre sxreen ytor håller produkten längre i slipkammaren vilket orsakar ökad energiförbrukning (värme) och slitage. Ett typiskt designområde är 120 cm2/kW total skärmyta eller en "öppen hålarea" på>34 cm2/kW installerad motoreffekt.
Hammarmönster
Hammarmönster (antalet och fördelningen av
hammare på rotorn) och positioner (ställ hammaren närmare eller längre från skärmen) har en djupgående effekt på prestandan hos vilken hammarkvarn som helst. Eftersom olika material mals olika, det ideala antalet hammare och spelet till skärmen måste justeras för varje applikation.
För kursslipning är det mest effektivt att slipa med ett begränsat antal hammare, men för finmalning av vattenbruk är det bäst att använda ett extra tungt hammarmönster för att uppnå de mycket fina slutprodukter som önskas. Om rotorn är utrustad med en större mängd stift (12), det totala antalet hammare ökas avsevärt. Detta utan att lägga ett överdrivet antal hammare på (fyra eller åtta) stift, vilket kan leda till hög belastning och eventuellt brott på rotorplattorna.
För optimal hammarlivslängd och mest effektiv drift, en hammare med en utvidgad hård yta är att föredra. Enkelhålshammare är i allmänhet att föredra för att bibehålla balansen i rotorn och minimera risken för katastrofala hammarfel.
Det är viktigt att inse att brukets energiförbrukning ökar drastiskt när hamrarna närmar sig slutet av sin livslängd. Användningen av långvariga hårdmetallhammare av volframkarbid sparar inte bara arbetskostnader utan är också mer energieffektiva.
Utöver de tidigare nämnda ämnena, andra finslipningsförstärkare är korrekt skärmtätning och bakskärmar för
längre i malkammaren vilket orsakar ökad energiförbrukning (värme) och slitage. Ett typiskt designområde är 120 cm2/kW total skärmyta eller en "öppen hålarea" på>34 cm2/KW installerad motoreffekt.
skydd av de tunna småhålsslipskärmarna.
Att följa ovanstående riktlinje kan hjälpa dig att göra rätt
beslut när man analyserar ett befintligt slipsystem eller sätter upp ett nytt.